Rapid mold processing is a common and practical technique in fields such as prototype making, small-batch production, and mold manufacturing.
I. What is Rapid mold Processing?
Rapid mold processing, also known as silicone rubber mold making or vacuum casting, is a process that uses liquid silicone rubber to make molds and then pours another material (such as resin, gypsum, wax, etc.) into the molds to replicate the original model. The core of this process lies in the manufacturing of silicone rubber molds. Due to its excellent flexibility, high fidelity, heat resistance and demolding performance, silicone rubber can precisely replicate every detail of the original model, including very complex textures and undercuts.
II. Basic Process of Silicone Rubber Laminating Processing
The entire process mainly consists of two major steps: making a silicone mold and casting the product.
The first step: Make a silicone mold
1. Prototype Preparation and Treatment:
- Prototype: It can be a 3D printed part (commonly SLA photopolymer resin), clay model, sculpture, existing product, etc.
- Cleaning and Repairing: Ensure the prototype surface is clean, free of dust and oil. If there are defects, they need to be sanded and repaired.
- Determining the Parting Line: Based on the prototype's shape, plan how the mold will be divided into two or more parts for easy demolding later. This is a crucial step for complex parts.
- Setting Up the Pouring Gate and Vent Holes: Usually, wax or plastic rods are stuck at appropriate positions on the prototype to form channels for the pouring material and holes for air to escape in the future.
2. Fixing the Prototype and Making the Mold Box:
- Fix the treated prototype on a platform (commonly using hot melt glue).
- Build a "fence" (mold box) around the prototype with wood, acrylic, or cardboard based on its size. There should be sufficient space (usually 1.5-3 cm) between the mold box and the prototype.
3. Vacuuming and Pouring Silicone:
- Mixing Silicone: Mix the liquid silicone (Component A) with the curing agent (Component B) in an exact ratio and stir thoroughly.
- Vacuuming and De-bubbling: Place the mixed silicone in the vacuum chamber of a vacuum machine and apply vacuum. This process removes air bubbles mixed during stirring and is crucial; otherwise, bubbles will remain on the mold surface, affecting the quality of the replica.
- Pouring: Slowly pour the de-bubbled silicone from one corner of the mold box, allowing it to rise naturally and cover the prototype. It is best to pour from a higher position in a thin stream to minimize the formation of new bubbles.
4. Curing and Demolding:
- The silicone cures (vulcanizes) at room temperature or in a heated environment, usually taking several hours to over a dozen hours.
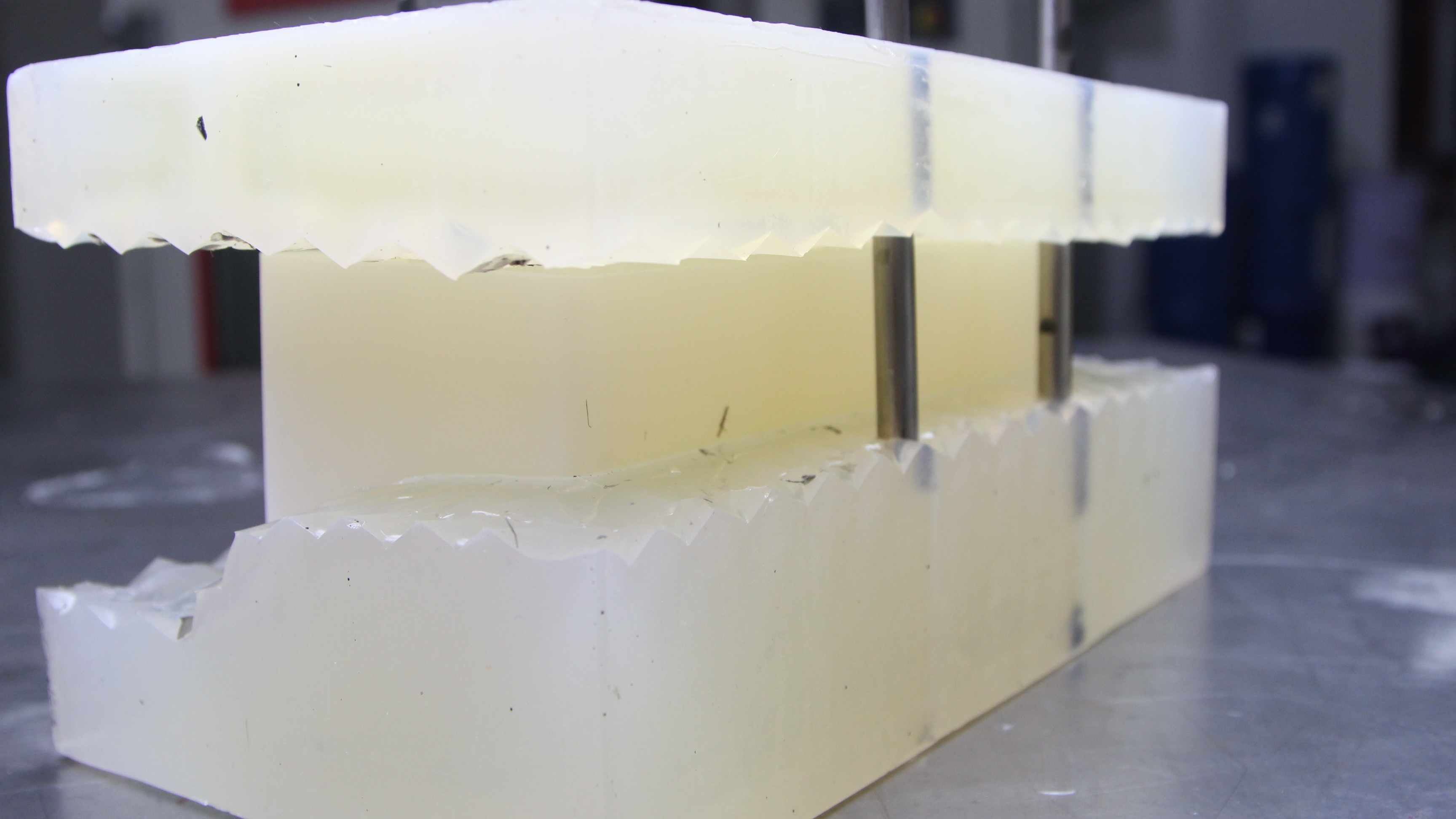
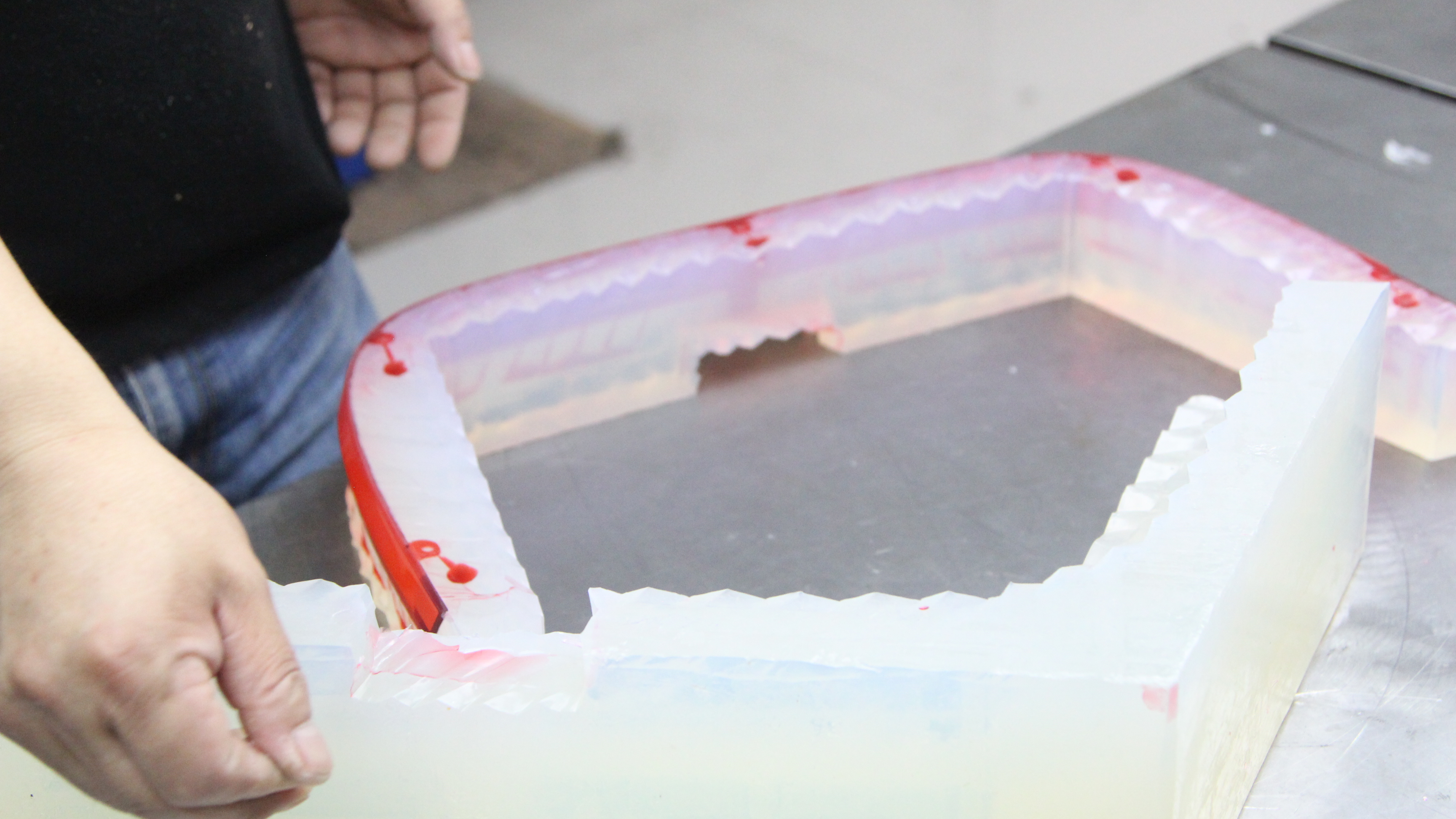
- After complete curing, remove the mold box and carefully cut the silicone mold along the pre-planned parting line with a blade to retrieve the prototype. At this point, a negative silicone mold is completed.
Step Two: Pour the replicated product
1. Prepare casting materials: Select appropriate materials based on product requirements. The most commonly used material is polyurethane resin (PU resin) because it has a wide variety of types (can imitate ABS, PP, soft rubber, transparent parts, etc.), cures quickly, and has good strength.
2. Mixing and degassing: Mix the A and B components of the resin in the correct proportion and also perform vacuum degassing treatment.
3. Casting and curing: Pour the treated resin into the silicone mold, cover the other half of the mold and clamp it tightly. The resin reacts and cures inside the mold.
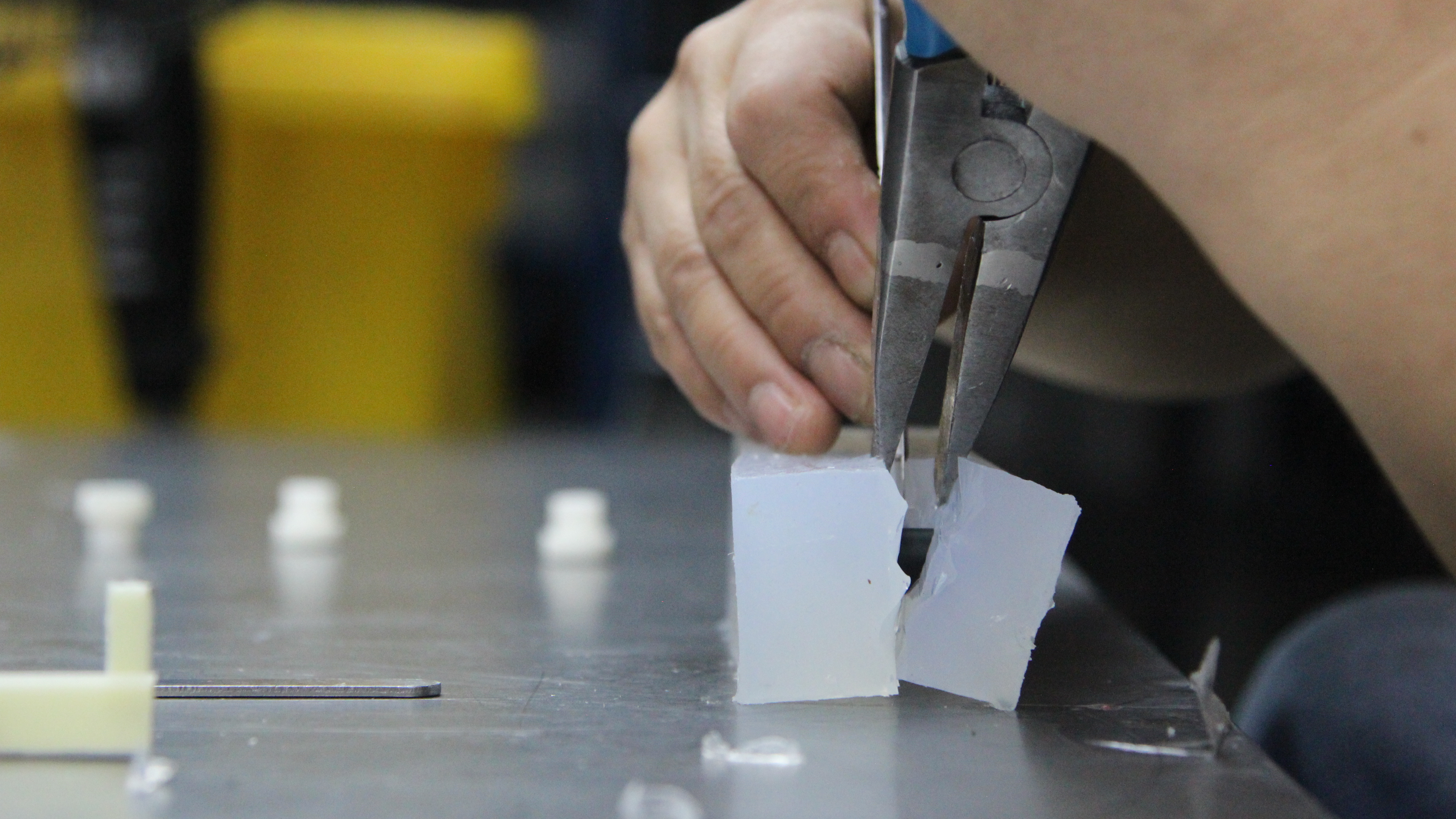
4. Demolding and post-treatment: After the resin has cured, use the flexibility of the silicone to easily remove the replica from the mold. Finally, trim off the flash formed at the pouring and venting ports, and perform post-treatment such as sanding and painting.
III. Technical Features and Advantages
· High precision and detailed reproduction: It can perfectly replicate the fine textures on the surface of the prototype.
· Relatively simple operation: No large or heavy equipment is required, and it can be completed in a studio environment.
· Low cost and short cycle: It is very suitable for small-batch production (from dozens to hundreds of pieces), with mold-making costs and time far lower than those of metal molds (such as steel molds).
· Easy demolding: The silicone is soft, and even if there are undercuts, it can be demolded smoothly through squeezing and stretching.
· Wide material adaptability: The same set of silicone molds can be used to pour various materials, such as transparent resin, soft rubber, gypsum, etc.
IV. Main Application Areas
· Product development and design: Rapidly produce functional prototype parts for product appearance and structural verification.
· Small-batch production: For small-scale market trials and specialty product manufacturing.
· Cultural and artistic: Replication of cultural relics, reproduction of sculpture artworks, and production of handicrafts.
· Film and television props: Production of special effects props and costume accessories.
· Precision casting: In the lost-wax casting process, making molds for wax patterns.
V. Notes and Limitations
· Limited mold life: Silicone molds are soft molds, and typically a set of molds has a lifespan of several dozen to a few dozen times (depending on the quality of the silicone and the complexity of the parts), making them unsuitable for large-scale production.
· Shrinkage rate exists: Both silicone and the resin used for casting will have varying degrees of curing shrinkage. For parts with strict dimensional requirements, shrinkage compensation needs to be done at the prototype stage.
· High demand for operator experience: The design of the parting line, the placement of the pouring and vent holes are all highly dependent on experience; otherwise, defects are likely to occur.
· Bubble problem: Despite the vacuuming step, very complex structures may still trap bubbles, and technical measures need to be taken to avoid this.
In conclusion, silicone rubber coating processing is an extremely valuable "bridging" technology that perfectly fills the gap between single prototypes and large-scale production. If a small number of high-quality and high-detail replicas need to be produced, it is a very economical and efficient choice.